コーンクラッシャーメインシャフトスリーブ
- SHILONG
- 瀋陽、中国
- 1~2ヶ月
- 年間1000セット
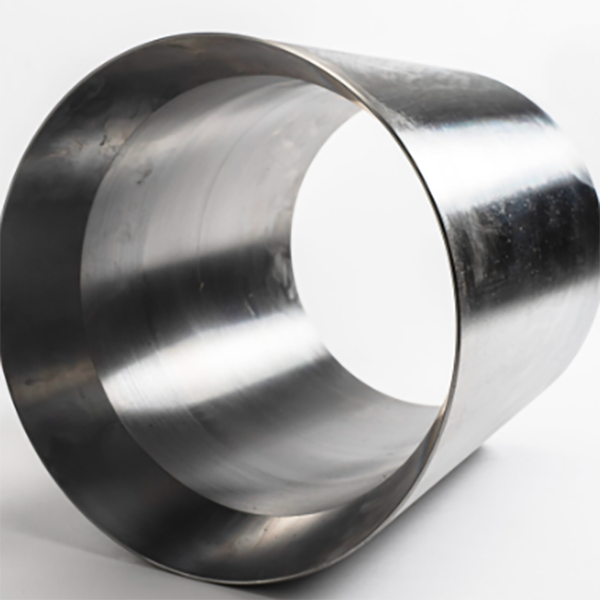
本稿では、コーンクラッシャーのメインシャフトスリーブについて詳述します。メインシャフトスリーブは、メインシャフトと偏心アセンブリの間に位置する重要な部品です。メインシャフトスリーブは、主にラジアル支持、摩擦低減、荷重分散、潤滑保持の役割を果たします。スリーブは、スリーブ本体、内径、外面、潤滑チャネル、フランジ(一部の設計)、摩耗インジケータ溝で構成され、それぞれに固有の構造的特徴があります。青銅製スリーブ本体の鋳造プロセスについては、材料(リン青銅)、パターン作成、成形、溶解、注入、熱処理、検査などの詳細を説明します。また、機械加工および製造プロセスについても説明し、粗加工/仕上げ加工、表面処理、組立準備などを行います。さらに、材料の検証、寸法精度チェック、表面品質検査、機能試験、耐摩耗試験などの品質管理対策についても規定します。これらのプロセスにより、メインシャフトスリーブは信頼性の高い支持と摩擦低減を実現し、コーンクラッシャーの高負荷時の効率と耐用年数を向上させます。