
構造サポート: 固定コーンライナー、調整リング、および入ってくる材料荷重(最大数百トン)の重量を支え、これらの荷重を下部フレームまたは基礎に伝達します。
破砕室の形成: 移動コーンと連動して破砕室の上部セクションを形成し、最初の材料入口スペースを定義して鉱石を破砕ゾーンに導きます。
コンポーネントの配置: 移動コーンに対する固定コーンと調整リングの正確な位置を維持し、安定した粉砕ギャップ制御と均一な粒子サイズ出力を保証します。
保護: 内部コンポーネント (偏心アセンブリ、ギアなど) を囲み、外部の衝撃、ほこり、環境による損傷から保護します。
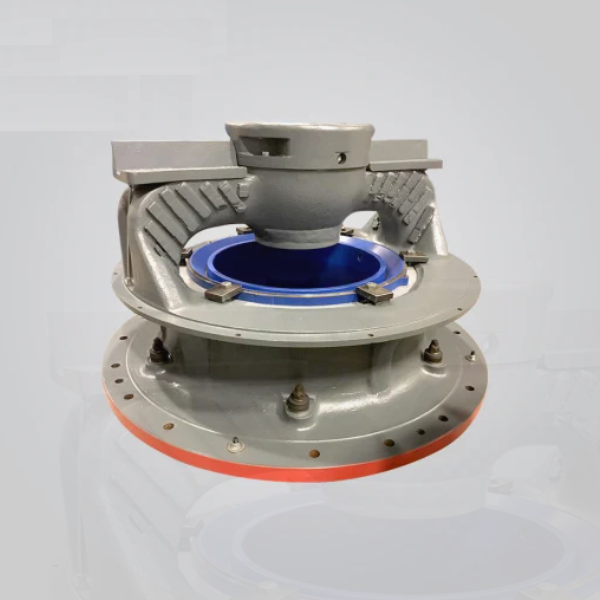
フレームボディ: 大型破砕機の主要構造部。通常はテーパー状または段付き円筒形状で、高張力鋳鋼(例:ZG310~570)またはダクタイル鋳鉄(QT600~3)で製造されます。肉厚は50~150mmで、荷重を受ける箇所ではより厚い肉厚となります。
固定コーン取り付け面: 固定コーンライナーとかみ合う精密機械加工された内部円錐表面(テーパー角度 15°~ 30°)で、しっかりと固定するためのボルト穴またはダブテール溝が付いています。
調整リングガイド調整リングと接合する円筒形またはねじ山付きの外面。固定コーンの回転調整により破砕ギャップを調整できます。ねじガイドは台形ねじ(メートルまたはインチ)を使用し、スムーズで荷重に耐える動きを実現します。
フランジ接続:
トップフランジ: フィードホッパーを固定するための上端の周辺フランジ。均等間隔のボルト穴 (M20~M36) と、材料の漏れを防ぐための機械加工されたシール面を備えています。
ボトムフランジ: 下部フレームまたはベースに接続する下部フランジ。位置合わせ用の頑丈なボルト (グレード 8.8 または 10.9) とダボ ピンを備え、メイン シャフトとの同心度を保証します。
補強リブフレーム本体に沿って内部および外部の放射状リブ(厚さ10~30 んん)を配置することで剛性を高め、荷重時のたわみを低減します(通常、最大荷重時でも0.5 mm以下に制限されます)。
潤滑および検査ポート: 調整リングのねじ山に潤滑剤を供給するためのドリル穴または鋳造チャネル、および内部コンポーネントの目視検査用のアクセス ポート。
冷却ジャケット(オプション): 大型破砕機内の水冷式空洞で、破砕室の熱を放散します。入口/出口ポートは冷却システムに接続されています。
材料の選択:
高強度鋳鋼(ZG310~570)は、優れた引張強度(570MPa以上)と衝撃靭性(伸び15%以上)を有し、重荷重用途に適しているため推奨されます。中型フレームには、鋳造性とコストの両面からダクタイル鋳鉄(QT600~3)が使用されます。
パターンメイキング:
フレームの外形、内部のテーパー、フランジ、リブを再現した原寸大の型紙をポリウレタンフォームまたは木材で作成します。素材に応じて収縮率(1.5~2.5%)が加算され(鋼材の場合は収縮率が高くなる)、型抜きを容易にするため抜き勾配(3~5°)が設定されます。
成形中に変形しないように、パターンは内部サポートで補強されています。
成形:
二部構成(コープとドラグ)の生砂型または樹脂結合型砂型を作製し、大きな砂中子を用いて内部キャビティとリブを形成します。鋳型表面には耐火性塗型剤(アルミナシリカ)を塗布することで、表面仕上げを向上させ、砂への金属の浸透を防ぎます。
溶かして注ぐ:
鋳鋼の場合:合金は電気炉で1520~1560℃で溶解され、化学組成はC 0.25~0.35%、シ 0.2~0.6%、マン 0.8~1.2%に制御され、強度と靭性のバランスが保たれます。
注湯は、底注湯機構を備えた大型の取鍋を用いて行われます。これにより、安定した流量(50~100 kg/s)が確保され、鋳型キャビティを乱流なく充填できます。乱流は鋳巣や冷間閉鎖の原因となります。注湯温度は、鋼の場合1480~1520℃、ダクタイル鋳鉄の場合1380~1420℃です。
冷却とシェイクアウト:
鋳物は熱応力を最小限に抑えるため、鋳型内で72~120時間冷却され、その後振動によって除去されます。残留砂はショットブラスト(G18鋼グリット)を用いて洗浄され、表面粗さはRa50~100μmに抑えられます。
熱処理:
鋳鋼フレームは、結晶構造を微細化するために焼準処理(850~900℃、空冷)され、その後、焼戻し処理(600~650℃)が行われ、硬度が180~230 HBWに下げられ、機械加工性が向上します。
ダクタイル鋳鉄フレームは、炭化物を除去し、硬度を 190 ~ 270 HBW に下げるために 850 ~ 900°C (炉冷) で焼きなましされます。
荒加工:
鋳造フレームは大型CNCボーリングミルまたはガントリーミルに取り付けられ、フランジの上下面、外径、および基準面を5~10mmの仕上げ代を残して加工します。これにより、後続の加工において平坦度(≤2mm/m)が確保されます。
内部の円錐面(固定円錐マウント)は、ライブツール軸を備えた CNC 旋盤を使用して荒削りされ、テーパー角度が設計の ±0.5° 以内であることが保証されます。
中間熱処理:
粗加工時の残留応力を除去し、仕上げ加工時の変形を防止するために、600~650℃(空冷)で応力除去焼鈍処理を行います。
仕上げ加工:
フランジ:上下フランジは、CNCフライス盤を用いて平面度(≤0.1 んん/m)とフレーム軸に対する垂直度(≤0.05 んん/100 んん)を実現するよう仕上げ加工されています。ボルト穴は、フレーム中心に対する位置精度(±0.2 んん)を保ちながら、6H級公差でドリル加工およびタップ加工されています。
内部テーパー: 固定コーンの取り付け面は、固定コーンとの適切なフィットを確保するために、テーパ角度公差(±0.1°)および直径公差(±0.2 んん)で、表面粗さRa3.2μmに仕上げ旋削されています。
調整リングガイド: ねじ面(該当する場合)は、CNC ねじフライス盤を使用して精密に加工され、ねじピッチ公差(±0.05 んん)とプロファイル精度により、スムーズな調整動作が保証されます。
表面処理:
外部表面にはエポキシプライマーとポリウレタントップコート(総厚 100~150 μm)が塗装されており、屋外や湿気の多い環境での腐食に耐えます。
機械加工された合わせ面(フランジ、内部テーパー)には、保管および輸送中の酸化を防ぐために防錆油が塗布されています。
鋳造品質検査:
重要な荷重支持領域(フランジ、リブジョイント)に対して超音波検査(ユタ州)を実行し、内部欠陥を検出します(例:φ5 mm未満の収縮孔は不合格となります)。
磁性粒子試験 (MPT) では、フランジとねじ山領域の表面亀裂が検査され、1 んん 未満の線状欠陥があると不合格となります。
寸法精度チェック:
測定ボリュームの大きい座標測定機 (CMM) は、全体の高さ (±1 んん)、フランジの平坦度、テーパ角度、ボルト穴の位置などの主要な寸法を検証します。
フレームの同心度(内部テーパーに対する外径)はレーザー トラッカーを使用して測定され、許容誤差は 0.1 んん/m 以下です。
材料試験:
化学組成分析(分光分析)により、材料規格への準拠を確認します(例:ZG310~570:C≤0.37%、マン≤1.2%)。
硬度試験 (ブリネル) により、フレームが硬度仕様 (鋼の場合は 180~230 HBW、延性鋳鉄の場合は 190~270 HBW) を満たしていることを確認します。
負荷テスト:
静的荷重テストは、目に見える変形(ダイヤルインジケータで測定)が許容されない状態で、定格荷重の 120% を上部フランジに 24 時間かけて実行します。
アセンブリ適合検証:
フレームは、固定コーン、調整リング、およびフィードホッパーを使用して試しに組み立てられ、適切な位置合わせとフィットが確認され、隙間ゲージを使用して合わせ面間の隙間 (≤0.1 んん) がチェックされます。















