全体的な構造サポート:各部品(偏心ブッシング、可動コーン、ボウル、モーターなど)の重量と動作中に発生する破砕力(最大数千トン)を支え、安定した動作を保証します。
力の伝達: 破砕工程から基礎までの垂直および水平荷重を分散し、振動と騒音を低減します。
コンポーネントの配置: 偏心ブッシング、メインシャフトベアリング、ボウル、その他の主要部品に正確な取り付け面と位置決め機能を提供し、それらの正しい相対位置を保証します。
保護エンクロージャ: 偏心アセンブリやギアなどの内部コンポーネントを収納し、ほこり、水、ゴミの侵入を防ぎ、可動部品からオペレーターを保護します。
フレームボディ: 主構造は、通常、高強度鋳鋼(ZG35CrMo など)または溶接低合金鋼板(Q355B など)で作られた、厚い壁(80 ~ 200 んん)を持つ中空の箱型または円筒形です。
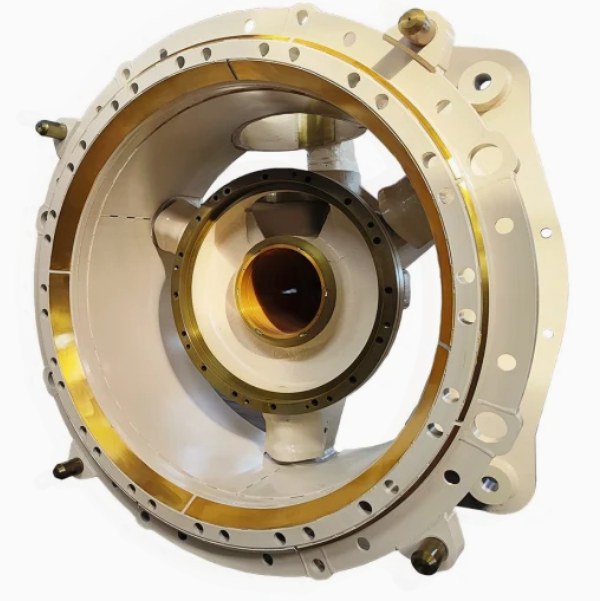
ベアリングハウジングメインシャフトベアリングを収容するためのフレームの下部または上部にある円筒形の凹部。適切なベアリングフィットを確保するために精密に機械加工された内面(公差 IT6)を備えています。
偏心ブッシングチャンバー: フレームの中央にある円形の空洞で、偏心ブッシングが取り付けられており、内面は機械加工され、潤滑用の油溝が付いています。
取り付けフランジ:
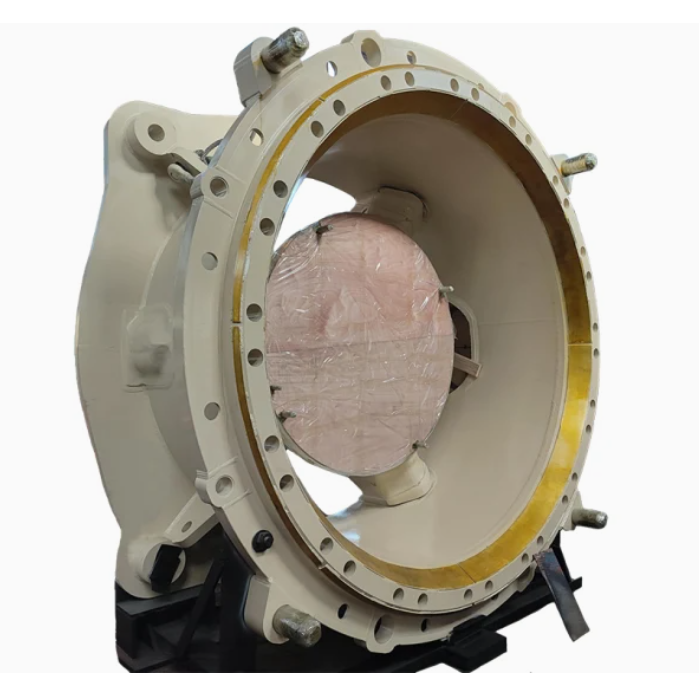
ベースフランジ: 下部に大きなフランジがあり、フレームを基礎に固定するためのボルト穴が付いているので、安定性が確保されます。
上部フランジ: ボウルまたは調整リングと接続するための上部フランジ。位置合わせ用のガイド ピンまたはスロットが付いていることが多い。
補強リブ: フレームの剛性を高め、荷重時の変形を抑えるために、放射状または軸方向に配置された内部リブと外部リブ(厚さ30~80 んん)。
潤滑および冷却チャネル: ベアリングや偏心部品に潤滑油を供給したり、一部の大型フレーム内で冷却水を循環させたりするためのドリル穴または鋳造通路。
検査およびアクセスドア: 内部コンポーネントの保守および検査のために取り外し可能なパネルまたはドア。
材料の選択:
高強度鋳鋼(ZG35CrMo)は、引張強度(≥ 700 MPa)、衝撃靭性(≥ 35 J/cm²)、良好な鋳造性など、優れた機械的特性を備えているため選ばれています。
パターンメイキング:
実物大の型は、木材、フォーム、または樹脂で作られ、フレームの外形、内部の空洞、リブ、フランジなどの特徴を再現します。材料とパーツのサイズに応じて、収縮率(1.5~2.5%)が加算されます。
パターンは成形中に変形しないように強化されており、コアは内部の空洞とチャネルを形成するように設計されています。
成形:
砂型は樹脂結合砂を用いて作製され、型枠が鋳型内に配置されます。中子を挿入して内部構造を形成することで、正確な肉厚と各要素間の寸法関係を確保します。
表面仕上げを改善し、砂への金属の浸透を防ぐために、鋳型に耐火洗浄剤を塗布します。
溶かして注ぐ:
鋳鋼は電気炉で1520~1560℃で溶解され、化学成分(C:0.32~0.40%、Cr:0.8~1.1%、モ:0.15~0.25%)が厳密に管理されます。
欠陥の原因となる乱流を発生させることなく金型キャビティを完全に充填するために、流量を制御しながら 1480 ~ 1520°C で注入が行われます。
冷却と熱処理:
鋳物は熱応力を軽減するために鋳型内で 72 ~ 120 時間かけてゆっくり冷却され、その後取り出されてショット ブラストで洗浄されます。
熱処理には、結晶構造を微細化するための正規化(850~900°C、空冷)と、硬度を180~230 HBWに下げて加工性を向上させる焼戻し(600~650°C)が含まれます。
荒加工:
鋳造フレームは大型の CNC ボーリング ミルまたはガントリー ミルに取り付けられ、ベース フランジ、上部フランジ、および外部参照面を加工し、5 ~ 10 んん の仕上げ代を残します。
ベアリングハウジングとチャンバーの加工:
ベアリングハウジングと偏心ブッシングチャンバーは、荒削り、仕上げ削り、ホーニング加工が施され、高い寸法精度(許容値 IT6)と表面粗さ(ラ0.8~1.6 μm)を実現します。
CNCフライス盤を使用して、ベアリングハウジングとチャンバーにオイル溝を加工します。
フランジおよび取付面加工:
ベースと上部フランジは仕上げ加工されており、平坦度 (≤0.05 んん/m) とフレーム軸に対する垂直度 (≤0.1 んん/100 んん) が保証されます。
CNC ドリル マシンを使用して、ボルト穴を正確な位置 (許容差 ± 0.1 んん) にドリルで穴あけし、タップします。
補強リブと外面加工:
外部リブは、鋳造欠陥を除去し、均一な寸法を確保するために機械加工されています。
外観を向上し塗装を容易にするため、外面は仕上げ加工が施されています。
表面処理:
フレームには腐食を防ぐために防錆プライマーとトップコートが塗装されています。
機械加工された取り付け面とベアリングのフィットは、防錆油またはグリースで保護されています。
材料試験:
指定された材料規格への準拠を確認するために化学組成分析が行われます。
試験サンプルに対して引張試験および衝撃試験を実施し、機械的特性を検証します。
寸法検査:
座標測定機 (CMM) は、ベアリング ハウジングの直径、フランジの平坦度、穴の位置などの重要な寸法をチェックするために使用されます。
レーザー スキャンを使用して、3D モデルに対する全体的な形状と寸法を検証します。
非破壊検査(非破壊検査):
超音波検査(ユタ州)は、フレーム本体やリブの亀裂や収縮などの内部欠陥を検出するために使用されます。
磁性粒子試験 (MPT) は、特にボルト穴や応力集中点の周囲などの表面および表面付近の領域で実行されます。
機械試験:
硬度テストは、フレームが必要な硬度範囲 (180~230 HBW) を満たしていることを確認するために行われます。
フレームが過度の変形なく設計荷重に耐えられるかどうかを確認するために、荷重テストを実行する場合があります。
組み立てと機能テスト:
フレームは、偏心ブッシングやメインシャフトなどの主要コンポーネントを使用して試しに組み立てられ、適切なフィット感と位置合わせが確保されます。
振動テストは、シミュレーション操作中に過度の振動がないか確認するために実施されます。















