Pусский
English
Español
Nederlands
العربية
Deutsch
日本語
Português
Français
Italiano
한국어
în limba română
हिन्दी
Türk
فارسی
Indonesia
Melayu
اردو
বাংলা ভাষার
தமிழ்
住所
Eメール
電話
ファックス
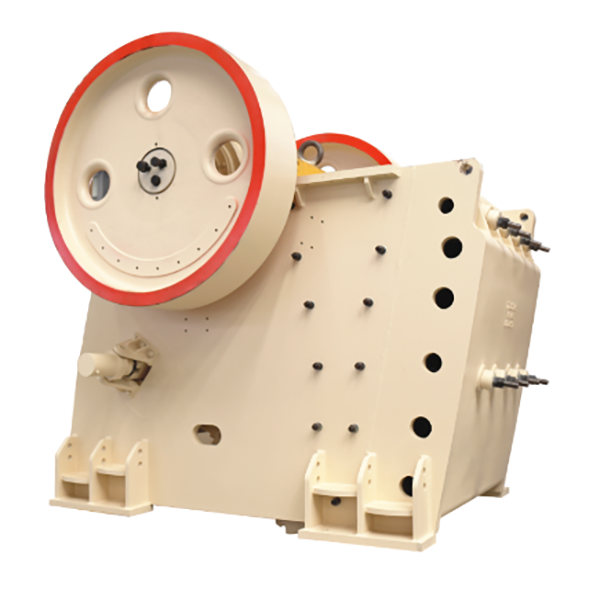
フレーム: 支持フレームとして機能し、破砕中のすべての荷重を支えます。通常はねずみ鋳鉄(HT250)または溶接鋼(Q355B)で作られ、一体型またはモジュール型(輸送と設置を容易にするため)で提供されます。
固定ジョー:フレームの前壁に固定され、表面には固定ジョープレート(ZGMn13や高クロム鋳鉄などの耐摩耗性材料製)が取り付けられており、可動ジョーとともに破砕室を形成します。
動く顎: 上部でベアリングを介して偏心軸に接続され、下部でトグルプレートにヒンジ接続されたコア可動部品。その表面には可動ジョープレート(固定ジョープレートと同じ材質)が装備されています。可動ジョーは楕円軌道(上部で小振幅、下部で大振幅)を描き、押し出し作用と研削作用を組み合わせます。
偏心シャフト40Crまたは42CrMo(鍛造比3以上)から鍛造され、プーリーを介してモーターで駆動され、可動ジョーを駆動する中核部品として機能します。両端にフライホイールが取り付けられており、慣性のバランスを取り、振動を低減します。
トグルプレート: 可動ジョーの底部をフレームの背面壁に接続し、破砕力を伝達するとともに安全装置として機能します。過度の負荷(例:破砕不可能な材料)がかかった場合、破砕して重要な部品を保護します。通常はZG35CrMoで製造されます。
排出口調整装置: シムを追加/削除するかウェッジを調整することで、可動ジョーと下部の固定ジョーの間の隙間を調整し、出力される粒子サイズ(通常 10~300 んん)を制御します。
潤滑システム: 偏心軸ベアリングとサスペンション軸ベアリングにグリースニップルまたは集中潤滑装置が装備されており、カルシウムベースのグリース(動作温度≤60°C)を使用して、可動部品の耐摩耗性と放熱性を確保します。
鋳造フレーム:砂型鋳造(ねずみ鋳鉄HT250)を用い、溶解温度は1400~1450℃です。鋳造後、内部応力を除去するため、時効処理(200~250℃、24時間)を行います。重要部品(ベアリングシートなど)は、焼鈍処理(600~650℃)を行い、硬度をHB180~220に調整します。
溶接フレーム:Q355B鋼板を切断、面取りし、溶接(E5015電極を使用)します。溶接後、変形防止のため、振動時効処理または応力除去焼鈍(550~600℃)を実施します。溶接後には非破壊検査(ユタ州、レベルII認定)を実施します。
原材料:40Cr丸鋼を鍛造比3以上のブランク材(結晶粒微細化のため)に鍛造(自由鍛造)する。鍛造後、焼ならし(860~880℃で空冷)を行い、硬度HB200~230を得る。
機械加工:荒削り後、焼入れ・焼戻し(油焼入れ840~860℃、焼戻し580~600℃)を行い、HRC28~32を実現します。偏心部とジャーナル部はIT6公差で仕上げ旋削加工を行い、表面粗さはRa ≤1.6μmです。最後に、磁粉探傷検査(MT)を実施し、ひび割れがないことを確認します。
可動ジョー本体:ZG35CrMo製。鋳造後、応力除去のため焼鈍処理を行い、その後、粗加工後に焼入れ・焼戻し(HRC25~30)を行います。重要部品(例:ベアリング穴)はIT7公差で仕上げ穴加工され、偏心軸との嵌合クリアランスは0.1~0.2mmです。
ライナー:ZGMn13高マンガン鋼(水焼入れ:1050~1100℃に加熱、保持後、水冷することで加工硬化特性を持つオーステナイト組織を得る)または高クロム鋳鉄(Cr15~20、HRC60~65、硬岩破砕に適する)を使用します。ライナーは、1~2mmの緩衝隙間を設けてボルトまたはウェッジでジョー本体に固定します。
トグルプレート:ZG35またはQT500-7製で、鋳造後に応力除去焼鈍処理が施されています。両端の接触面は、可動ジョーおよびフレームとの柔軟な連結を確保するため、表面粗さRa≤6.3μmにフライス加工されています。
プーリーとフライホイール: ねずみ鋳鉄 HT200 から鋳造され、安定した動作を確保するために静的バランステスト (偏心 ≤0.05 んん/kg) を受けています。
鋼板、丸鋼、その他の原材料には、材料証明書(化学組成や機械的特性に関する報告書など)が必要です。サンプルを採取し、スペクトル分析(元素含有量の適合性確認)と引張試験(引張強度と降伏強度が基準を満たしていることを確認する)を実施します。
鋳物(フレーム、可動ジョーなど)は、目視検査(気孔や収縮がないか)、超音波検査(ユタ州、内部欠陥≤Φ3 んん)、硬度検査(例:HT250硬度≥HB180)を受けます。
偏心シャフト:ジャーナル真円度誤差≤0.01 んん、同軸度誤差≤0.02 んん/m、座標測定機を使用して検査。
可動ジョーベアリング穴: 偏心シャフトとのフィットクリアランスは、隙間ゲージを使用して 0.1 ~ 0.2 んん 以内であることを確認します。クリアランスが大きすぎると、ノイズや摩耗が発生します。
粉砕室の寸法: 固定ジョーと可動ジョーの平行度誤差は 0.5 んん/m 以下 (上部と下部)。出力粒子サイズの不均一を回避するためにレーザー レベルを使用して較正されます。
ベアリングの組み立て:強烈な打撃による変形を防ぐため、ベアリングを80~100℃に加熱する熱処理を行います。組み立て後、偏心軸は手で回しても引っ掛かりがなく、軸方向の移動量は0.3mm以下である必要があります。
トグル プレートの接続: 可動ジョーとフレームとの接触面にはグリースが塗布され、隙間ゲージでクリアランスがチェックされ、均一な力の分散のために ≤0.1 んん であることを確認します。
無負荷テスト: ベアリング温度上昇が 40°C 以下 (周囲温度以上)、異常振動なし (振幅 0.1 んん 以下)、騒音 85 デシベル 以下で 2 時間動作。
負荷テスト: 中硬質材料 (例: 石灰岩) を 4 時間破砕し、出力粒子サイズコンプライアンスが 90% 以上 (設定された排出口あたり)、ライナーの摩耗が均一で、局所的な過熱がない。
事前に粉砕された材料(例:100~300 んん)をさらに20~100 mmに粉砕し、その後の円錐破砕または砂製造に適した原材料を提供します。
動くジョーの複雑な軌跡を利用して材料を圧縮、曲げ、粉砕することで、破砕効率が向上します(単純な振り子式よりも15〜30%高い)。中硬度の材料(花崗岩、鉄鉱石など)の破砕に適しています。
鉱業:金属鉱石(鉄、銅、金)および非金属鉱石(石灰石、石英砂)の中細粉砕に使用されます。例えば、予め粉砕された鉄鉱石(200~300mm)をボールミル粉砕用に50~100mmに粉砕します。
建設資材業界建設廃棄物(コンクリートブロック、レンガ)を破砕して再生骨材(5~30 んん)を製造します。また、石灰石、石膏などを破砕してセメントおよび石灰を製造します。
高速道路と鉄道の建設硬い岩石(玄武岩、花崗岩)を破砕し、均一な粒度分布を持つ道路路盤用骨材(10~30 んん)を製造します。
冶金産業: コークス、鉄鉱石、その他の原材料を粉砕し、高炉製錬に適した材料を提供します。
化学産業: リン酸石、黄鉄鉱などを粉砕し、肥料や化学原料に加工します。
最新の価格を確認しますか?できるだけ早く(12時間以内)返信させていただきます。
WhatsApp
Skype