
1. マルチシリンダー油圧コーンクラッシャーソケットとは何ですか?
コーンクラッシャーのソケットは、コーンクラッシャーの偏心スリーブの上部に取り付けられており、ボウルシャフト上部フレームと呼ばれます。
2. マルチシリンダー油圧コーンクラッシャーソケットの役割
a. ボウルタイルをHPシリーズコーンクラッシャーソケットの上部に固定します。
b. ボウル型ベアリングが破砕部を支えます。
c. ボウル シャフト上部フレームのガスケットの厚さを調整して、コーン マシンの速度の問題を調整します。
3. 多気筒油圧式コーンクラッシャーソケットの使用上の注意
a. 高温のエリアでは、設置時にボウルシャフト上部フレームによる水冷および空冷がより適しています。
b. 寒冷地に設置されたコーンクラッシャーには空冷の方が適しています。
c. ボウルシャフト上部フレームの損傷を防ぐために、ボウル型タイルの摩耗度に基づいて交換の判断を行います。

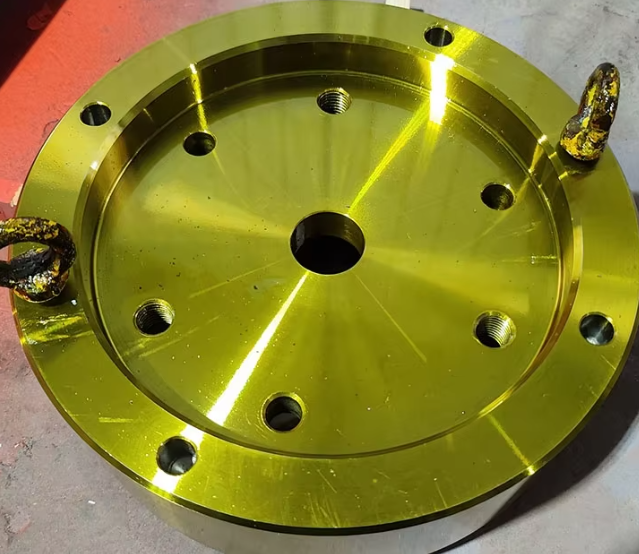
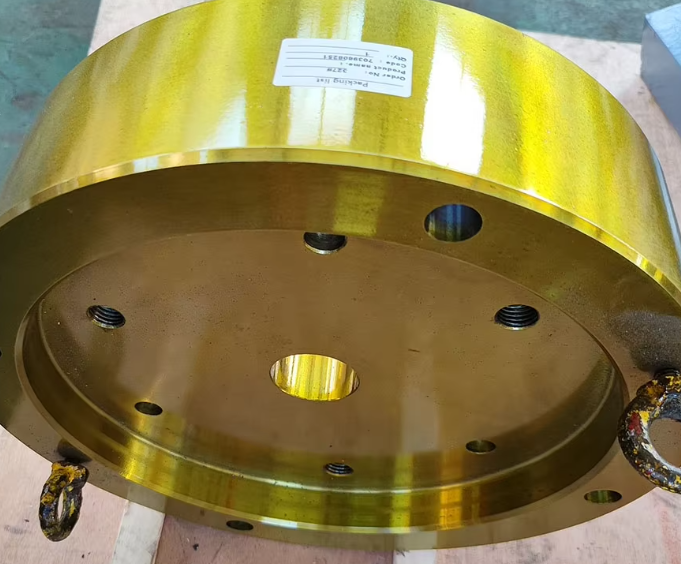
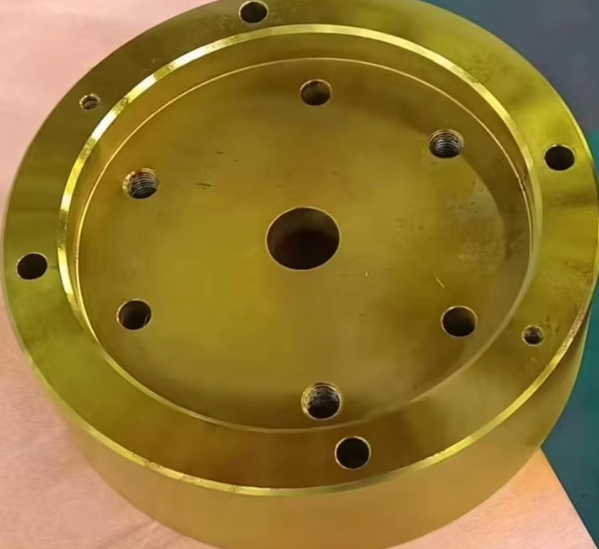
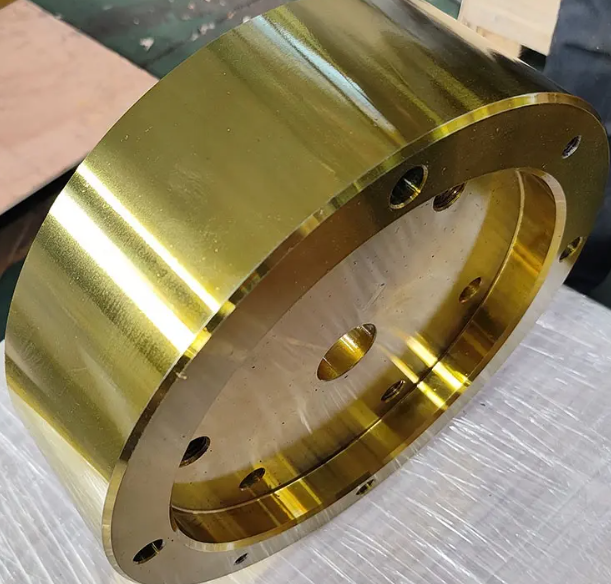
コーンクラッシャーのボウル型タイルサポートは、コーンクラッシャーの重要なコンポーネントです。以下は、その詳細な紹介と一般的な製造プロセスです。**詳細な紹介**:ボウル型タイルサポートは、主にボウル型タイルを支えて固定する役割を果たします。ボウル型タイルは、コーンクラッシャーの本体部分を運びます。クラッシャーの動作中、本体部分はボウル型タイル上で回転して揺れます。ボウル型タイルサポートはマシンベースに取り付けられており、その品質と性能はクラッシャーの安定した動作に不可欠です。クラッシャーの動作中に発生する巨大な圧力と振動に耐えるのに十分な強度と剛性が必要です。同時に、ボウル型タイルの正常な動作を確保するために、サポートとボウル型タイルの間のフィッティング精度は比較的高くなっています。**製造プロセス**:1.設計と材料の選択:コーンクラッシャーの仕様と作業要件に合わせて、ボウル型タイルサポートを設計します。材料を選択するときは、通常、高強度で耐摩耗性のある材料を考慮して、耐用年数を確保します。 2.ブランクの鋳造または加工:選択した材料に応じて、鋳造または機械加工方法を使用してブランク部品を製造します。鋳造では比較的複雑な形状を得ることができますが、精度要件を満たすために後続の加工が必要になる場合があります。機械加工では、より高精度のブランクを直接得ることができます。 3.精密加工:ブランクに旋削、フライス加工、研削などのさまざまな機械加工を施して、設計されたサイズ、形状、表面精度を実現します。これには、設置面、接続穴などの加工が含まれます。 4.表面処理:適切な表面処理を施して、耐摩耗性、耐腐食性などの特性を向上させます。たとえば、焼き入れや浸炭などの熱処理を施したり、表面コーティング処理を施したりします。 5.品質検査:製造されたボウル型タイルサポートに対して、寸法精度検査、欠陥検出などの厳格な品質検査を実施し、欠陥がなく設計要件を満たしていることを確認します。 6. 組み立て検証:実際の組み立て環境で検証し、ボウル型タイルサポートが他のコンポーネント(ボウル型タイル、破砕機ベースなど)と正確にフィットし、破砕機の正常な動作を確保できることを確認します。実際の製造プロセスでは、メーカー、設備の状態、製品要件に応じて、具体的なプロセス手順とパラメーターが異なる場合があります。ボウル型タイルサポートの品質と性能を確保するために、製造プロセス中に各リンクのプロセス品質を厳密に管理する必要があります。同時に、サポートとボウル型タイルの間のフィッティングギャップにも注意を払う必要があります。これは重要な技術的難しさです。ギャップが大きすぎたり小さすぎたりすると、ボウル型タイルの異常な動作を引き起こし、機器の故障につながる可能性があります。ここでは、ボウル型ベアリングブッシュに関する補足情報を示します。ベアリングブッシュは、ボウル型タイルサポートに取り付けられた重要な部品です。ボウル型ベアリングブッシュ(ライニングタイル、ボウル型タイルとも呼ばれます)は、コーンクラッシャーの重要な部分にある非常に重要な銅製フィッティングです。その機能には、操作中の機器の滑り摩擦力を低減し、電力損失を低減すること、コーンクラッシャーの耐摩耗部品の耐用年数を大幅に延ばし、メンテナンスと修理のコストを削減し、機器の利用率を高めること、接触する鋼製部品を摩耗から効果的に保護することなどがあります。銅部品が摩耗した場合、簡単に交換できます。取り付け部分は、コーンクラッシャーの主軸の周囲、破砕壁の下壁とボウル型タイルブラケットの上壁の間に位置し、非常に高い圧力を受けています。その材質とサイズの要件は比較的高く、特に、ボウル型タイルブラケットと破砕壁との間の嵌合隙間は、最も重要な技術的難しさです。製造および取り付けエラーにより、操作中にボウル型ベアリングブッシュに亀裂や潰れが発生しやすく、重大な設備事故につながります。したがって、材料と加工サイズが保証されたボウル型ベアリングブッシュを選択することが、設備が正常に動作できるかどうかの鍵となります。ボウル型ベアリングブッシュは摩耗しやすく、頻繁に交換する必要があります。破砕機用のボウル型ベアリングブッシュの具体的な製造方法は次のとおりです(特許内容を参照)。このボウル型ベアリングブッシュには、ボウル型の本体が含まれています。本体の中間部の上面には軸穴が設けられ、中間部の底面には軸穴の側壁に沿って垂直下方に延びる延長軸スリーブが設けられ、その後の取り付けに便利である。中間部の内側壁には環状溝が設けられ、オイルを貯留し、余分なオイルが本体の上部から溢れるのを防ぐことができる。環状溝の底面には複数のオイル戻り貫通穴が設けられ、オイル戻り貫通穴にはフィルタースクリーンが設けられ、不純物を濾過する役割を果たし、潤滑油の純度を確保し、オイル戻り貫通穴が詰まるのを防ぐ。フィルタースクリーンは一体型の波形シートで構成され、隣接する波形シートが互いに接触して多数のフィルター穴を形成し、波形シートには折り目縁が設けられ、波形シートを複数の等長波形セクションに分割し、波形セクションは波形シートの片側から折り目縁に沿って始まり、時計回りに180°、反時計回りに180°の順序で順次折り畳まれ、機械でプレス成形されてフィルタスクリーンを形成し、フィルタスクリーンの表面はハニカム形状である。折り畳みによって製造されたこのフィルタスクリーンは、フィルタスクリーンを良好に成形することができ、波形シートの位置ずれによるフィルタスクリーンの柔らかさの欠陥を効果的に回避し、良好な濾過効果も発揮する。また、本体の外側に耐摩耗層を設け、摩耗を減らして耐用年数を向上させる。環状溝の上部の本体の内側壁には、上方に突出する環状隆起支持部が設けられ、その上部の本体の内側壁には上部環状溝が設けられている。運転中、ボウル型ベアリングブッシュはボウル型支持フレーム上に設置され、粉砕コーン本体の下部はボウル型ベアリングブッシュの内側壁に押し付けられて回転する。環状隆起支持部は粉砕コーン本体の下壁面と直接接触して擦れ、その厚さは比較的厚いため、支持力が大きく、破損することはありません。上部の環状溝は油を貯留し、余分な油が本体の上部から溢れるのを防ぐこともできます。油戻り貫通穴は本体の外側壁を貫通し、その直径は環状溝の幅に等しいため、環状溝内の油を還流させて再利用できます。延長シャフトスリーブの側壁には複数の位置決めピン穴が設けられ、本体のネックの内側壁には複数の位置決め穴が設けられており、その後の設置や位置決めに便利です。耐摩耗層は高強度合金複合層です。耐摩耗層と本体との間には、表面処理層が設けられ、表面処理層は、耐摩耗溶接ワイヤを表面処理して作られる。耐摩耗層に含まれる成分とその重量割合は、クロム25.00%~55.00%、炭素3.00%~8.00%、マンガン0.50%~4.00%、シリコン0.10%~3.00%、ニッケル0.25%~3.00%、モリブデン0.25%~3.00%、バナジウム0.10%~1.50%であり、残りは鉄および不可避的不純物である。表面処理層に含まれる成分とその重量割合は、クロム15.00%~35.00%、炭素3.00%~6.00%、マンガン0.50%~3.00%、チタン0.20%~2.00%、ホウ素0.50%~1.50%、バナジウム0.50%~1.50%、ニッケル0.15%~0.55%、ニオブ0.10%~0.50%、残りは鉄および不可避不純物です。ボディと耐摩耗層の間にある表面処理層を溶かすことで、一方では耐摩耗性が向上し、他方ではボディと耐摩耗層の間にある表面処理層を溶かすことで耐摩耗性が向上します。表面層と耐摩耗層が"サンドイッチパン"構造。表面処理層は、ボディと耐摩耗層を熱溶融接合するための橋渡しの役割を果たします。3つは熱処理によって融合され、1つに結合されます。複合層の厚さを増やすと同時に、ボディの外側は2層の耐摩耗保護層で覆われ、構造強度が向上します。











