ボールミルライニングプレート
-
SHILONG
-
瀋陽、中国
-
1~2ヶ月
-
年間1000セット
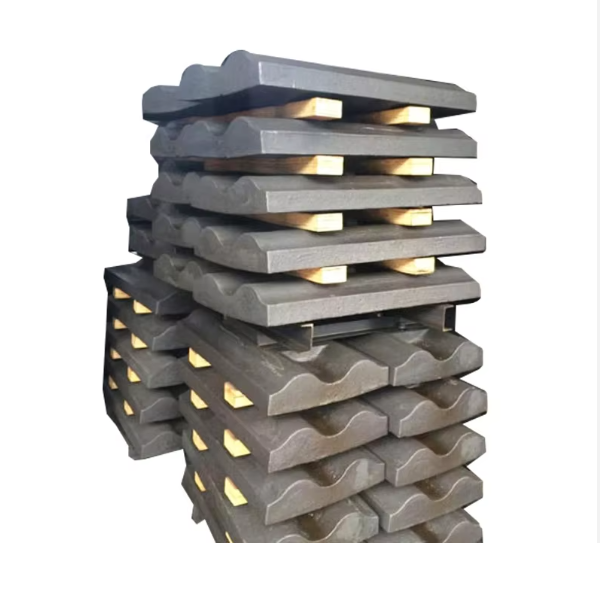
本稿では、ボールミルライナーの詳細な概要を説明します。ライナーは、シリンダー内壁とエンドカバーに取り付けられる重要な耐摩耗部品です。ライナーは、シリンダーとエンドカバーを研削媒体の衝撃や材料の摩耗から保護し、特殊な表面設計によって研削効率を高め、材料の付着を低減します。ライナーには高い耐摩耗性、十分な靭性、良好な嵌合性が求められ、一般的な材料としては、ZGMn13高マンガン鋼(耐水強化後の靭性が優れている)、高クロム鋳鉄(優れた耐摩耗性)、および二金属複合材(靭性と耐摩耗性のバランスが取れている)などが挙げられます。