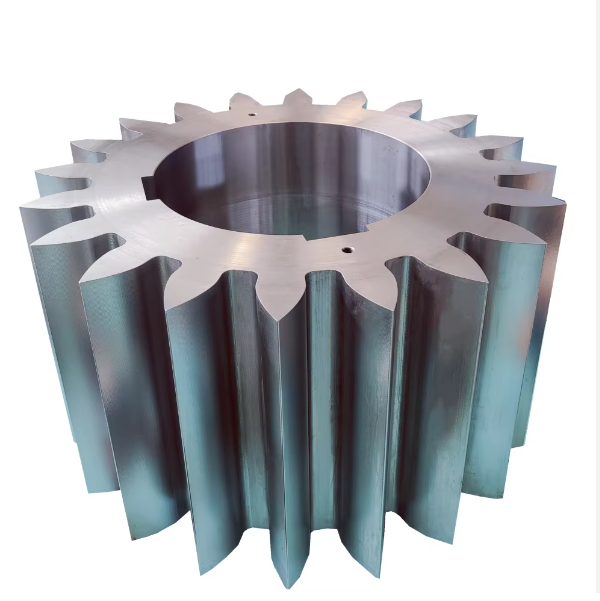
ボールミルピニオンギア
-
SHILONG
-
瀋陽、中国
-
1~2ヶ月
-
年間1000セット
本稿では、ブルギアと噛み合ってシリンダーを駆動するコア伝動部品であるボールミルピニオンについて詳述します。このピニオンは、高い強度、精度、靭性、耐摩耗性が要求され、20CrMnTiを共通材料としています。20CrMnTiピニオンの製造工程は、ブランク鍛造、荒・中仕上げ(旋削、ホブ切り)、浸炭熱処理、精密機械加工(歯研削、基準研削)、組立で構成されています。さらに、原材料(組成、鍛造品質)、熱処理(硬度、浸炭層)、歯精度(ピッチ偏差、振れ)、最終試験(表面品質、噛み合い性能、動バランス)を含む包括的な検査手順を規定しています。これらの検査手順により、ピニオンは伝動効率(95%以上)と耐用年数(2~3年)の要件を満たし、安定したボールミル運転をサポートします。