これらのプロセスにより、固定ジョープレートは高衝撃条件下でも耐摩耗性を維持し、4~8ヶ月(材料の硬度に応じて調整)の耐用年数を実現します。歯の摩耗の定期点検と適時の交換・反転により、安定した破砕効率が確保されます。
1. 歯板の種類
ジョークラッシャーの歯板の断面構造には、平滑面と格子面の2種類があります。格子面は三角形と台形面に分けられます。製品の寸法と形状を確保するため、通常は三角形または台形の歯板が使用されます。

2. 歯板の材質
既存のジョークラッシャーに使用されている歯板には、一般的にマンガン13ZGMn13が使用されています。これは、衝撃荷重下で表面が硬化する特性を持つためです。マンガン13ZGMn13は、内層の本来の金属性を維持しながら、硬く耐摩耗性の高い表面を形成できます。靭性が高いため、クラッシャーで一般的に使用される耐摩耗性材料です。
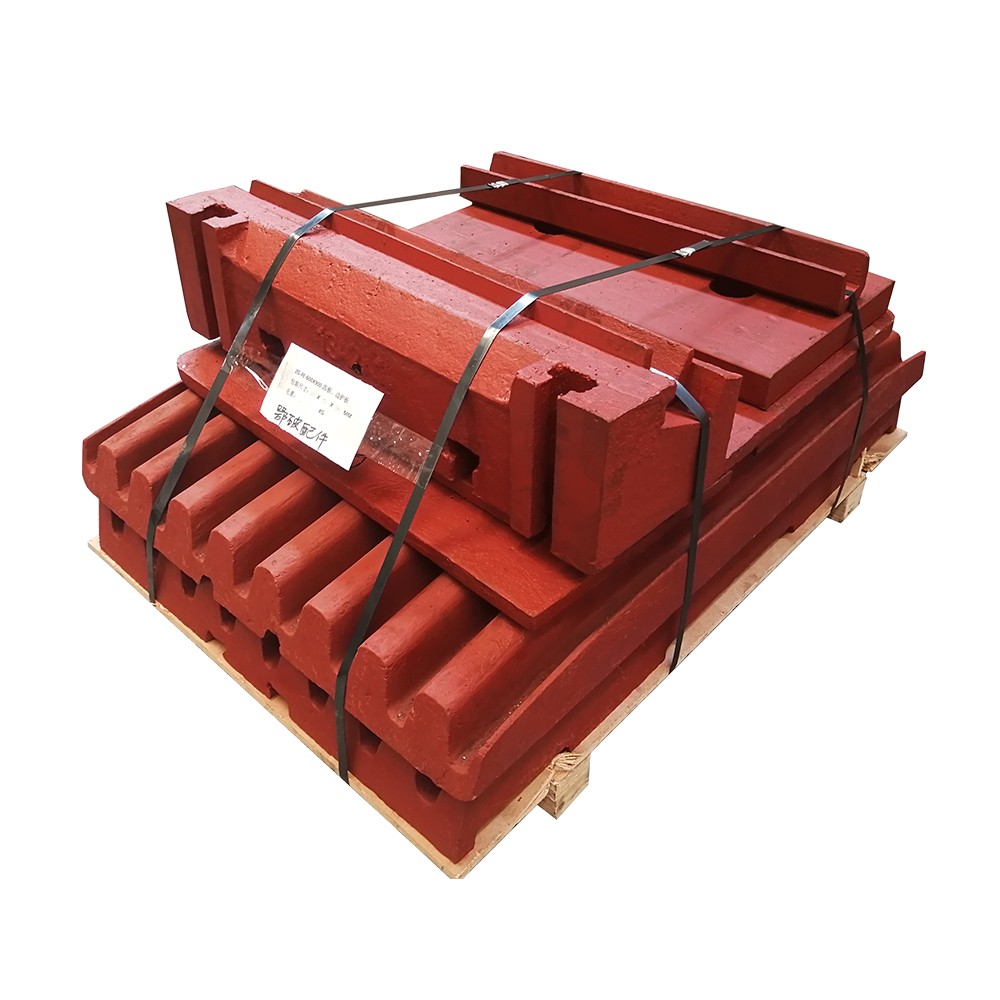
3. 歯板の改造計画
改造において、破砕機の作業部品は固定歯板と可動歯板である。可動歯板は可動顎に固定されており、主な摩耗部品は主に中央に集中している。改造において、可動歯板は改造されておらず、主に固定歯板が改造されている。固定歯板を改造した後、固定歯板はフレーム本体に接続されるため、固定歯板の重量が増加し、破砕機全体の作業に悪影響を与えない。
4. 歯板の寿命
歯板は大きな衝撃と圧縮力を受けるため、摩耗が著しく進みます。歯板の寿命を延ばすには、2つの側面から検討する必要があります。1つは、材料から耐摩耗性の高い材料を見つけること、もう1つは、歯板の構造設計と幾何学的寸法を合理的に決定することです。
















